

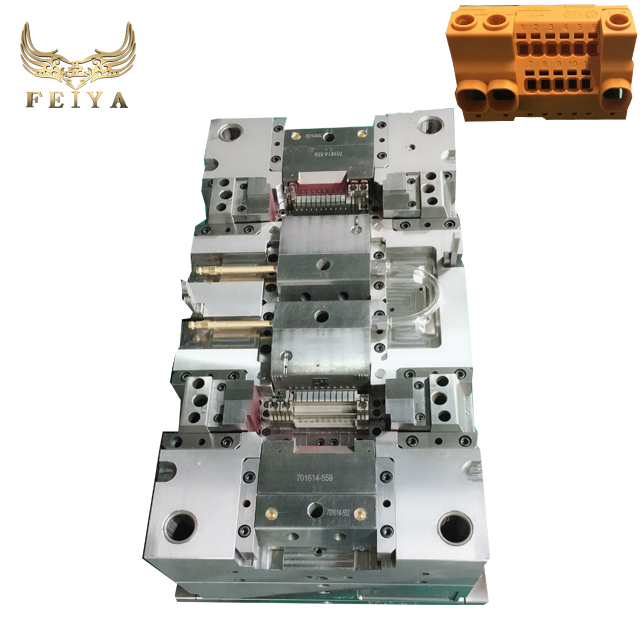
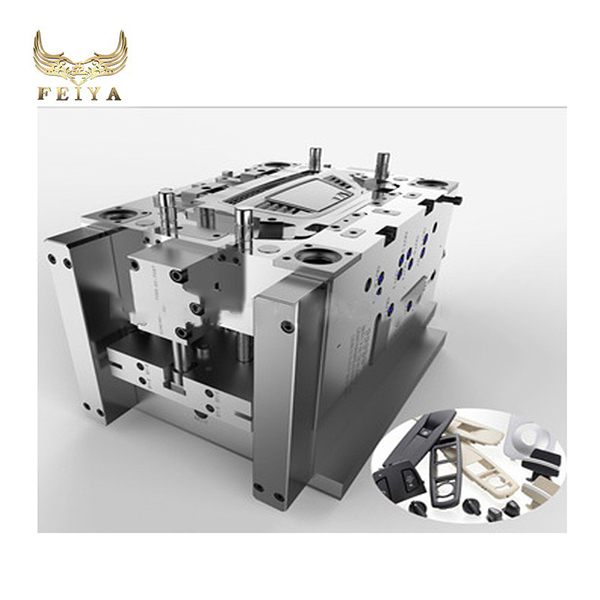
sprøytestøping - Kina fabrikk, leverandører, produsenter
Det kan være vår plikt å tilfredsstille dine preferanser og tjene deg. Din glede er vår beste belønning. Vi har gledet oss til å gå til for felles utvidelse for sprøytestøping,Injection Molding Die Design , Støpte komponenter , Familieform sprøytestøping ,Gass Assist Molding. Velkommen til å besøke oss når som helst for et forretningsforhold etablert. Produktet vil leveres til hele verden, som Europa, Amerika, Australia, Chicago, Polen, Montreal, Canberra. Vi insisterer på høykvalitets generasjonslinjestyring og kundeeksperthjelp, og har nå utformet vår resolusjon for å levere til våre kjøpere ved å bruke den til å begynne med beløp får og like etter tjenester praktisk erfaring. Ved å opprettholde det rådende vennlige forholdet til våre kjøpere, innoverer vi imidlertid løsningslistene våre hele tiden for å tilfredsstille de splitter nye kravene og følge den mest oppdaterte utviklingen av markedet på Malta. Vi har vært klare til å møte bekymringene og forbedre oss for å forstå alle mulighetene i internasjonal handel.
Relaterte produkter








Bestselgende produkter










- Relatert blogg
- Anmeldelser
